抛丸机护板浇注设计

2018-04-12

6727
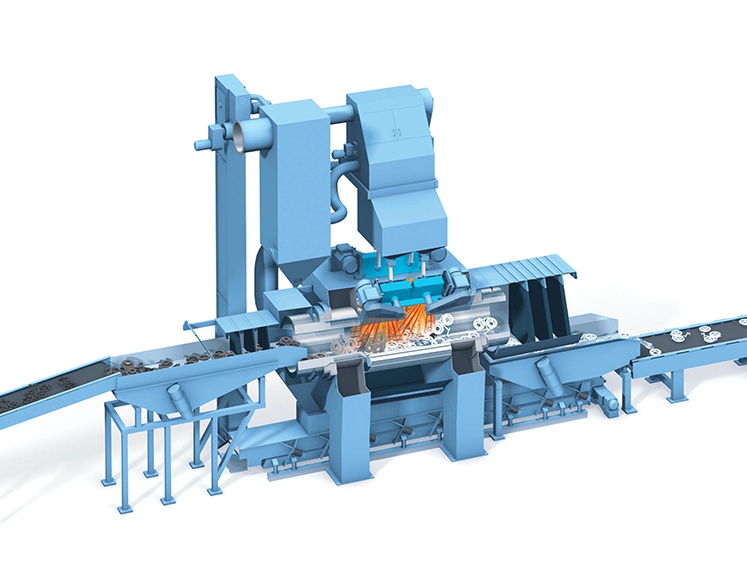
抛丸机护板浇注设计
1。喷丸机铸造工艺设计原则
(1)控制浇注系统总是满的
负压消失模的过程中熔融金属填充的过程中,塑料模具的消失气化过程,跑步者如果不完整,由于涂料层强度有限,容易沙沉降,导致肉。
(2)控制钢水从下到上,有利于顺利填充类型,不容易形成一个空腔。
(3)由于真空吸力,重力和吸入,钢液灌装速度,铸造系统适合更大。
2。丸清理机护板浇注系统形式
铸造方法选择:立式浇注,底部注入,施法间隔70 ~ 100 mm把共13件(1吨电炉、钢包容量1吨)。
(1)负压EPC和砂铸件的区别是:一般铸铁使用开放,和负压EPC使用封闭的系统,在门口必须关闭。主要是由于之前的运动员门必须保持完整状态。
(2)门的大小,设置的位置
钢液进入模型,塑料模具开始燃烧气化消失,液体流动方面形成了暂时的腔。为了防止钢液在高温下融化,形成一个大空腔和沙子。因此,铁水灌装的速度是相同的模型消失。盖茨比以前的设计。
门的位置选择是20-30mm高于铸造的*(此字广告法禁止出现)低位置。根据普通砂铸造系统的设计,门的大小计算和截面内门是30×2石。